
Introduction
- Sterilization is an essential stage which is used in the processing of any product.
- These products are destined for parenteral administration, or for contact with broken skin, mucosal surfaces, or internal organs where the threat of infection exists.
- The sterilization of microbiological materials, soiled dressings and other contaminated items is necessary to minimize the various health hazards associated with these articles.
- The sterilization processes involve the use of a biocidal agent or physical microbial removal process to a product or preparation.
- These processes target the killing or removing of all microorganisms.
- There are various physical indicators that are used in the monitoring of the sterilization process.
- They are as follows:
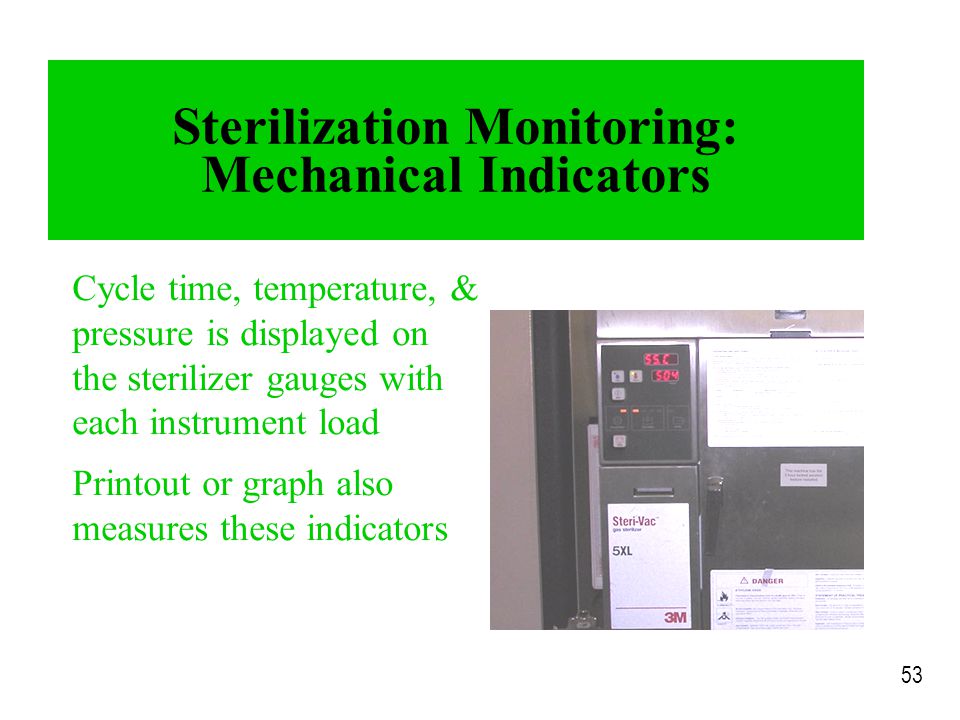
1. Heat sterilization processes
- A temperature record chart is made of each sterilization cycle with both dry and moist heat (i.e. autoclave) sterilizers in this process.
- This chart forms part of the batch documentation and is compared against a master temperature record (MTR).
- The temperature should be taken at the coolest part of the sterilizer which is recommended.
- The thermocouples are used that are placed at selected sites in the chamber which might be inserted directly into test packs or bottles.
- This also provides further information on heat distribution and penetration within sterilizer.
2. Gaseous sterilization
- Temperature probes are used to monitor the elevated temperature for each sterilization cycle.
- Routine leak tests are also performed to ensure gas tight seals.
- Records of pressure and humidity measurements are kept.
- Gas concentration is measured independently of pressure rise, often by reference to weight of gas used.
3. Radiation sterilization
- The use of a plastic (often Perspex) dosimeter is recommended which gradually darkens in proportion to the radiation absorbed.
- This gives an accurate measure of the radiation dose and is considered to be one of the best techniques currently available in radio-sterilization process.
Image source: slideshare
4. Sterilizing filters
- These filters are subjected to a bubble point pressure test which helps in determining the pore size of filters.
- These are also used to check the integrity of certain types of filter device (membrane and sintered glass) immediately after use.
- The principle of this test is that the wetted filter is subjected to an increasing air or nitrogen gas pressure differential in its assembled unit.
- The pressure difference which is recorded when the first bubble of gas breaks away from the filter is the maximum pore size of the filter used.
- When the gas pressure is increased further slowly, there is a general eruption of bubbles over the entire surface.
- The pressure difference recorded now is related to the mean size of the pore.
- A pressure differential which is below the expected value would signify a damaged or faulty filter.
- Measuring the diffusion of gas through a wetted filter at pressures below the bubble point pressure is also a modified test for membrane filters.
- A faster diffusion rate than expected would again indicate a loss of filter integrity.
- A filter is considered ineffective when an unusually rapid rate of filtration occurs.
Image source: slideplayer
4. HEPA filters
- These filters are used to supply sterile air to aseptic workplaces.
- Its efficiency is tested by the generation of upstream of dioctylphthalate (DOP) or sodium chloride particles of known dimension followed by detection in downstream filtered air.
- Retention efficiency is recorded as the percentage of particles removed under defined test conditions.
- Microbiological tests are not normally performed.
References:
ii) https://dimensionsofdentalhygiene.com/article/sterilization-monitoring/